



[摘要]本文在简介锂动力电池单体串联、单体并联特性及特点基础上,重点论述了锂动力电池模组先串后并、先并后串拓扑结构的优缺点,分析了串并联锂动力电池模组应用中的问题,探讨锂动力电池串并联引出片和连接片的点焊操作方法。
关键词:特性、拓扑、连接
1.锂动力电池串并联:
锂动力电池在纯电动汽车、电网储能应用中,将多个锂动力电池单体串联以满足电压需求(单体串联,容量不变,电压叠加),将多个锂动力电池单体并联起来(单体并联,电压不变,容量叠加)满足容量需求,大部分的化学电池都可以并联使用,而锂离子电池最适合并联使用。
(1)锂动力电池单体并联特性:
锂动力电池单体并联是指将多个锂动力电池单体首首相联、尾尾相联,即将所有的锂动力电池单体的正极相联接,所有锂动力电池单体的负极相联接。;锂动力电池单体并联的特点是:电压不变,电池容量相加,内阻减小,可供电时间延长。并联电压等于锂动力电池单体电压:即Ua=Ub=Uc=Uo;电流等于各锂动力电池单体电流之和,即并联可以提高总电流。即Io=Ia+Ib+Ic。
由n节锂动力电池单体并联的锂动力电池模组要达到与锂动力电池单体相同的充电效率,充电电流应为n个锂动力电池单体电流之和,在欧姆定律:I=U/R的公式下,这个设计是合理的。但是并联后的锂动力电池模组内阻也会起变化。
按照并联内阻公式,两个并联锂动力电池单体的总内阻等于两个锂动力电池单体内阻乘积与其内阻相加之和的比值,并联电阻会随着并联锂动力电池单体数量的增加而递减。所以,锂动力电池单体并联充电的效率可以在电流小于n个并联锂动力电池单体电流之和的基础上实现。
锂动力电池并联的目的是为了增加容量,因此,锂动力电池并联充电也与锂动力电池单体相比具有不同的设计特点,主要体现在充电电流设计与并联锂动力电池单体的一致性上。因为,一致性差的并联锂动力电池单体会在充电过程中出现充不进电或者过充现象,从而破坏锂动力电池模组的结构,影响锂动力电池模组的寿命。
因此,在选用并联锂动力电池单体时应避免将不同品牌、不同容量和不同新旧程度的锂动力电池单体混用。对锂动力电池单体一致性的内在要求是:锂动力电池单体电压差≤10mV,内阻差≤5mΩ,容量差≤20mA。
(2)锂动力电池串联特性:
锂动力电池串联是指将锂动力电池单体的首尾相联,即第一节锂动力电池单体的正极接第二节锂动力电池单体的负极,第二节锂动力电池单体的正极接第三节锂动力电池单体的负极依次类推;串联的锂动力电池模组的电流处处相等:Io=Ia=Ib=Ic;电压是各个锂动力电池单体端电压之和:Uo=Ua+Ub+Uc。
锂动力电池单体串联起来使用时的基本要求是:电压要一致,内阻相差不超过5毫欧,容量相差不超过10毫安,并要保持锂动力电池单体连接点的洁净,每个连接点都存在一定电阻,如果连接点不干净或者增加连接点,内阻会增高,会影响整个锂动力电池模组的性能。不要混用不同厂家的锂动力电池,要选择性能一致性高的锂动力电池单体。
(3)锂动力电池串并联特点:
1)要求锂动力电池单体具有高度的一致性(容量、内阻、电压、放电曲线、寿命),不管是软包装锂动力电池单体还是圆柱锂动力电池单体,都需要多串组合,如果一致性差,将影响锂动力电池模组容量,一组中容量最低的锂动力电池单体决定锂动力电池模组的容量。
2)锂动力电池模组的循环寿命低于锂动力电池单体的循环寿命。
3)在限定的条件下使用(包括充电、放电电流,充电方式,温度等)。
4)通过串并联构成锂动力电池模组后,端电压及容量有很大提高,必须加以保护,对其进行均衡彻底,并对温度、电压及电流进行监测。
5)通过串并联构成锂动力电池模组必须达到设计需要的电压、容量要求。
6)要求锂动力电池单体散热良好。由于锂动力电池单体数量较多,在锂动力电池箱内部的锂动力电池单体的温升不容易散出来,造成各锂动力电池单体间的温度不均匀,放电特性不一,长久造成锂动力电池单体性能下降。
7)生产工艺水平高。锂动力电池要能承受颠簸路面的振动冲击,对生产工艺尤其是点焊工艺要求高。焊接完毕后进行测试以防虚焊、脱焊。
2.串并联锂动力电池模组拓扑结构
构成锂动力电池模组的典型连接方式有先并联后串联、先串联后并联,如图1、2所示,混联方式如图3所示。纯电动公交车用锂动力电池模组通常采用先并后串的连接方式,电网储能用锂动力电池模组往往采用先串后并的连接方式。
(1)不同拓扑结构优缺点:
锂动力电池单体先并后串的缺点:由于锂动力电池单体内阻的差异、散热不均等都会影响并联后锂动力电池模组的循环寿命。
锂动力电池先并后串优点:锂动力电池单体失效自动退出,除了容量降低,不影响并联后使用;并联中某个锂动力电池单体短路时造成并联电路电流非常大,通常加熔断保护技术避免。
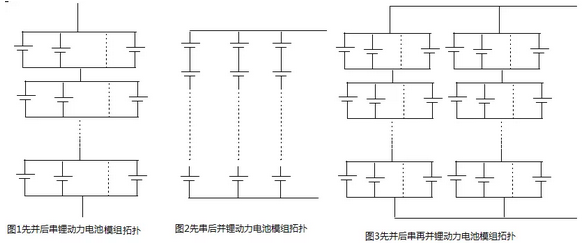
锂动力电池先串后并优点:根据锂动力电池单体容量先进行串联,如整组容量1/3,最后进行并联,降低了大容量锂动力电池模组的故障概率;先串后并对于锂动力电池模组一致性有很好的帮助。
从锂动力电池模组连接的可靠性以及电压不一致性发展趋势和性能影响的角度分析,先并联后串联连接方式优于先串联后并联连接方式,而先串后并的锂动力电池拓扑结构有利于对系统各个锂动力电池单体进行检测和管理。
(2)应用中问题分析:
在锂动力电池模组使用过程中出现的锂动力电池单体过充电、过放电、超温和过流问题,将导致锂动力电池模组使用寿命大幅缩短甚至发生燃烧、爆炸等恶性事故,锂动力电池模组使用寿命缩短、安全性下降已经成为制约其推广应用和产业发展的关键。
锂动力电池单体筛选和成组后的有效电池管理是提高锂动力电池模组性能的两个重要方面,在串联的锂动力电池模组中,由于锂动力电池单体容量、初始SOC、内阻、极化的不一致性,在充放电过程中需要电池管理系统检测锂动力电池单体电压与充放电设备通信以防部分锂动力电池单体的过充或过放。
串联的锂动力电池模组在良好的电池管理条件下,可在使用过程中避免如大倍率电流放电、环境温度过高等危机锂动力电池模组的安全运行,串联的锂动力电池模组不会因为连接成组而造成快于锂动力电池单体的寿命衰退,但是部分锂动力电池单体性能的短板效应,会减小串联的锂动力电池模组的容量利用率,可以通过带均衡功能的电池管理系统提高。
在并联的锂动力电池模组中由于支路电流受到支路锂动力电池单体参数影响,成组后支路锂动力电池单体容量、初始SOC、内阻和极化的差异会造成支路电流工况的差异,大多数并联支路的锂动力电池单体参数虽然较为一致,整个充放电过程的平均电流倍率与并联的锂动力电池模组的外施电流倍率差异不大,但是在锂动力电池模组的充放电电压平台两端的SOC区间形成的电流差异较大。
例如在充电末端90%~100%SOC区间,由于平台电流差异的累积导致末端支路电流的差异,极其容易出现部分锂动力电池单体欠充电,部分锂动力电池单体过充充电。
另外一个显著的影响因素就是并联的锂动力电池模组由于实际工况中存在动态电流工况(电动汽车在加速、制动以及怠速过程)产生了电流环流,环流在一定程度的损伤了锂动力电池模组的寿命。假设l00Wh的总充放能量会出现5Wh的环流,锂动力电池模组的循环寿命将比部分锂动力电池单体实验寿命降低5%左右。
在先串后并的连接方式中,并联支路的串联部分锂动力电池单体数目越多,整条支路部分锂动力电池单体参数如内阻、极化更接近统一批次部分锂动力电池单体参数平均值的整数倍,并联支路的容量差异和初始SOC差异成为导致并联电流不平衡的主要因素。同一批次部分锂动力电池单体参数正态分布在先串后并的各个支路当中,显著降低了整个串并联锂动力电池模组的电流不平衡程度。
当少数锂动力电池单体性能下降时,例如两个支路各是256串,第一个支路有5个锂动力电池单体容量下降5%,但是该支路剩余251个锂动力电池单体与第二个支路服从相同分布,由于串联的锂动力电池模组整体的正态分布没有受到显著影响,那么这两个支路的电流分布应该没有显著改变,当充电或者放电过程进行到5个性能较差的锂动力电池单体电压达到截止条件时,整个串并联的锂动力电池模组也达到了截止条件,将导致锂动力电池模组容量利用率降低5%左右。
在这种情况下电池管理均衡器的效率和均衡能力决定了锂动力电池模组的性能,当不同批次锂动力电池单体同时工作时,为降低锂动力电池单体运行成本,在可控和可预计的范围内将出现不同批次、新旧老化程度不同、支路容量差异或者梯次利用筛选分类的锂动力电池单体串联支路并联工作情况,由于不同支路锂动力电池单体参数、不同成组方式产生较大的差异,可通过对串并联的锂动力电池模组的建模仿真,预测不同成组方法的电流不平衡的程度,不同参数分布、串联支路的自身特性及其并联后的耦合特性决定了锂动力电池模组的容量利用率,以及支路电流不平衡、电流平衡时间等锂动力电池模组的循环稳定性。
3.锂动力电池串并联引出片与连接片点焊操作方法
锂动力电池引出片与连接片的作用是将锂动力电池单体经串并联构成锂动力电池模组,锂动力电池通常采用点焊引出片与连接片工艺,锂动力电池点焊引出片和连接片的方法如下:
1)将双头脉冲点焊机的电源开关按向“开”的位置,开启电源。
2)确认锂动力电池设备各参数已调试好,依据参数设定表,准备好物料和相关工具。调试锂动力电池点焊机设备参数时必须符合品质要求,才能进行焊接车载操作。点焊锂动力电池时必须注意点焊拉力,拉力值需在品质检测范围之内。
3)拿起一锂动力电池单体,负极端底部朝上,拿一引出片,引出片带圆孔端在外,将引出片点焊于锂动力电池负极端中间位置。
4)将锂动力电池单体转过去,引出片朝内,拿一连接片,将连接片摆放于引出片的上面,将连接片点焊于锂动力电池单体负极端中间位置,与引出片成一直线。
5)拿起另一锂动力电池单体,负极端底部朝上,将第一锂动力电池单体的连接片外露一端点焊于第二锂动力电池单体的负极端底部中间位置。
6)将串联点焊好的锂动力电池单体摆放于压合夹具上,用力将各锂动力电池单体朝中间压合,使两锂动力电池单体紧密结合在一起,两锂动力电池单体成一直线。
7)将压合好的锂动力电池组从压合夹具上取出,进入下一工序,关闭点焊机电源开关。
锂动力电池点焊引出片与连接片时,应注意以下事项:
1)引出片、连接片的规格须符合材料BOM规格。
2)焊点不能有漏焊、虚焊、炸火、明显毛刺等不良现象。
3)引出片、连接片每处焊点数不少于6点。
4)点焊操作时不能使面垫脱落,如有脱落现象须重贴面垫再作业。
5)当点焊机铜针针尖发黑时,用挫刀将铜针黑点挫去再重新点焊作业。
6)如遇点焊机有异响等异常现象时,应及时关掉点焊机电源开关。
转载请注明出处。
1.本站遵循行业规范,任何转载的稿件都会明确标注作者和来源;2.本站的原创文章,请转载时务必注明文章作者和来源,不尊重原创的行为我们将追究责任;3.作者投稿可能会经我们编辑修改或补充。

 热点推荐
热点推荐
 精选导读
精选导读



 关注我们
关注我们